Индукционные печи средней частоты серии ИСТ
Индукционные печи средней частоты серии ИСТ предназначены для плавки стали, черных, цветных и драгоценных металлов токами повышенной частоты. Данные нагревательные установки для индукционной плавки широко применяются в литейных цехах металлургических заводов, в цехах точного и художественного литья, в ремонтных цехах машиностроительных заводов для получения металла высокого качества, нужного состава и марки.
Индукционные плавильные печи серии ИСТ позволяют:
- плавить сталь, чугун, а применяя специальные тигли цветные металлы (алюминий, медь);
- сливать металл в одну точку, благодаря смещенного центра поворота плавильного узла;
- осуществлять подъем плавильного узла гидравликой или тельфером;
- полностью контролировать процесс плавки используя цифровую систему управления с подачей максимальной мощности на различных этапах плавки;
- контролировать состояние и толщину футеровки;
- контролировать проток и температуру охлаждающей воды через каждый узел, что позволяет предотвратить выход из строя дорогостоящего оборудования;
- защитить БКК и преобразователь от некачественной воды, благодаря теплообменной станции (вода-вода);
- вести трехсменный режим плавки;
- управлять и отслеживать работу всего комплекса на едином пульте управления.
Состав индукционной печи

Индукционный плавильный узел
- емкость по стали: от 100 кг до 2,5 т
- смещенный центр поворота, слив в одну точку
- каркас из немагнитного, жаростойкого профиля
- подина и верхняя плита заливные (только до 600 кг такие)
- индуктор из прямоугольной медной трубы с 3-х слойной изоляцией

Блок компенсирующих конденсаторов
- служит для образования колебательного контура
- прямой контроль температуры
- конденсаторы повышенной емкости
- возможность совмещения с ТПЧ

Тиристорный преобразователь частоты ТПЧ
- различной мощности и частоты
- цифровая система управления с функцией самодиагностики ТПЧ
- оптоволоконные связи с драйверами
- вывод информации о режимах работы и пользовательских настроек на ЖК-дисплей
- выбор режима поддержания заданной мощности или напряжения на выходе
- система управления сбора и обработки информации с других элементов индукционных установок, таких как: технологическая оснастка, теплообменная станция, блок регулирования и контроля охлаждения, батареи конденсаторов и др.
- система глубокого регулирования выпрямителя и управления инвертором
- связь преобразователя с заводом изготовителя через Интернет (опция)
- система кондиционирования преобразователя (шкаф исполнение – IP55) позволяющая использовать ТПЧ в помещении с неблагоприятной средой

Теплообменная станция СТ
- для охлаждения ТПЧ и БКК
- вода-вода
- обратная связь с ТПЧ
- фильтр грубой очистки

Водоохлаждаемый токовод
- длиной до 3 метров
- болтовые электрические соединения
- соединения по воде выполнено отдельно от индуктора

Блок распределения и контроля водоохлаждения
- необходим согласно правилам безопасности при получении, транспортировании, использовании расплавов черных и цветных металлов и сплавов на основе этих расплавов действующих на территории РФ
Блок контроля футеровки
- отслеживает состояние футеровки и сигнализирует о ее износе

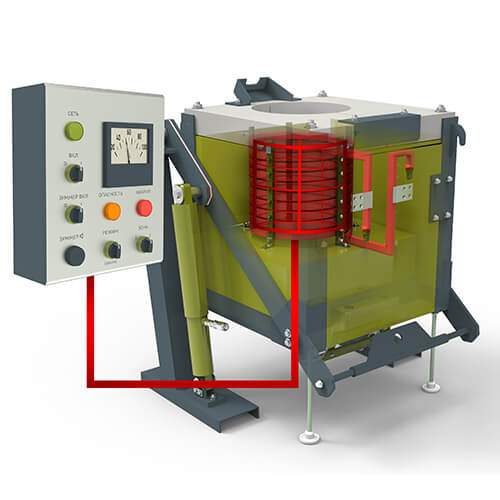
Пульт дистанционного управления
Шинопровод (до 2-х метров)
- снижение электрических потерь контура
- удобство монтажа
Гидравлический привод наклона печи
- гидравлическая станция
- комплект гидроцилиндров
- пульт управления
Комплект эксплуатационной документации, паспорт
Зпросите информацию о ценах и условиях поставки и монтажа Индукционной печи средней частоты серии ИСТ по телефону +7 (347) 200-60-63 или с помощью формы обратной связи.
Перечень предоставляемых услуг
Шеф монтаж, пуско-наладочные работы и обучение персонала
Рекомендуема планировка к условиям заказчика
Конструкция и принцип работы индукционной печи
Каркас плавильного узла выполнен из нержавеющей стали, что исключает его нагрева (до 600 кг). Индуктор печи выполнен из медной водоохлаждаемой трубки прямоугольного сечения и представляет собой односекционную (в печах до 400 кг) и двухсекционную катушку (в печах 1000 кг). Катушка индуктора снабжена жесткой сегментной межвитковой изоляцией, охлаждающая вода разделена на несколько секций. Предусмотрена система измерения толщины футеровки и изоляции индуктора (Блок контроля футеровки — БКФ).
Для локализации внешнего магнитного поля индуктора применяются магнитопроводы. Они представляет собой сердечник, набранный из листов электротехнической стали (для печей емкостью 1 тонна).
Плавильный узел подключается к батареи компенсирующих конденсаторов (БКК) при помощи гибких соединений и жестких шинопроводов. БКК предназначен, для компенсации реактивной мощности печи и создания совместно с индуктивностью печи среднечастотного резонансного контура.


Тиристорный преобразователь частоты (серии ТПЧ) предназначен для преобразования трехфазного тока промышленной частоты в переменный ток средней частоты и является источником питания индукционной плавильной установки. А современная цифровая система управления преобразователя проведет процесс плавки в самом оптимальном режиме согласования, что позволит уменьшить скорость плавки и сэкономить электроэнергию.
Для увлечения срока службы установки используются двухконтурные теплообменные станции серии СТ (вода-вода). А для контроля каждой ветви охлаждения блок регулирования и контроля охлаждения (БРКО), который позволяет отслеживать визуально, либо при помощи датчиков проток на каждой ветви установки (индуктора, БК, кабелей, шин, ТПЧ) и сообщит об аварии.
Необходимость установки БРКО прописано в «Постановление Госгортехнадзора РФ от 24 апреля 2003 г. N 16 «Об утверждении «Правил безопасности в литейном производстве» п. 2.4.6. Контроль за непрерывным поступлением охлаждающей воды в индуктор печи должен производиться как визуально, так и по сигнализирующим приборам, с автоматическим отключением печи при отсутствии протока воды.
Все это поможет вовремя принять меры и предотвратить выход из строя дорогостоящего оборудования.
Для увеличение скорости плавки и предотвращении простоя печи на футеровку рекомендуем комплектацию с двумя плавильными узлами. В то время, как вы плавите на первом узле, второй можно перефутеровать и заполнить шихтой.
Маркировка
Индукционная сталеплавильная тигельная ИСТ-Y / Z
- Y — номинальная емкость печи в тоннах;
- Z — мощность источника питания (МВт).
Технические характеристики (по стали)
| № | Наименование | U(В), входе | P(кВт), выходе | F(кГц) | V(кг) по стали | V(т/ч) по стали |
|---|---|---|---|---|---|---|
| 1 | ИСТ-0,06/0,1 | 3х380 | 100 | 2,4 или 8 | 60 | 0,1 |
| 2 | ИСТ-0,16/0,16 | 3х380 | 160 | 2,4 | 160 | 0,21 |
| 3 | ИСТ-0,25/0,25 | 3х380 | 250 | 1,0 | 250 | 0,28 |
| 4 | ИСТ-0,4/0,32 | 3х380 | 320 | 1,0 | 400 | 0,5 |
| 5 | ИСТ-0,6/0,4 | 3х380 | 400 | 1,0 | 600 | 0,52 |
| 6 | ИСТ-1/0,8 | 3х380 | 800 | 1,0 | 1000 | 1,0 |
Примечания:
Скорость плавки рассчитана при непрерывном режиме работы, прогретом тигле и номинальной емкости тигля.
Возможен заказ плавильных печей ИСТ с другим сочетанием объема плавильных узлов и мощности преобразователя.
Подъем печи: Р — ручной, Т — тельфером, Г — гидравлическая система опрокидывания печи.
Плавка алюминия и меди в печах ИСТ*
| № | Наименование | V(кг) по Al | V(т/ч) по Al | V(кг) по Сu |
|---|---|---|---|---|
| 1 | ИСТ-0,06/0,1 | 18 | 0,1 | 78 |
| 2 | ИСТ-0,16/0,16 | 48 | 0,21 | 208 |
| 3 | ИСТ-0,25/0,25 | 75 | 0,28 | 325 |
| 4 | ИСТ-0,4/0,32 | 120 | 0,5 | 520 |
| 5 | ИСТ-0,6/0,4 | 180 | 0,52 | 780 |
| 6 | ИСТ-1/0,8 | 300 | 1,0 | 1300 |
* — плавка возможна при использовании специальных тигилей. Показатели в таблице могут меняться в зависимости от состава сплава.
Технологические установки

Индукционная плавка металла
Обработка производится с использованием индукционных печей. Эти устройства плавят драгоценные, цветные, черные металлы, воздействуя на них током повышенной частоты.
Индукционные печи используются с целью получения высококачественного металла нужной марки и состава в промышленности нескольких направлений: машиностроении (ремонтный цех); металлургии (например, цех художественного литья).
ТД «КУРАЙ» предлагает купить индукционную плавильную печь на выходных условиях поставки.

Термообработка сварных соединений
Термообработка — это важное действие, способствующее повышению надёжности сварных швов. Этот вид обработки улучшает свойства и структуру металла и понижает уровень сварочного напряжения.

Закалочные установки
Закалка металла (чугуна, стали) осуществляется при помощи закалочных установок. А также это оборудование используется для нагрева металла перед иными технологическими операциями.
Технологические решения

Пайка
Этот процесс выполняется на специальных установках индукционной пайки. С помощью упомянутого оборудования выполняется ряд следующих действий: напайка пластин на инструменты; пайка трубопровода небольшого диаметра; напайка пластины на буровую головку.
Технологические решения

Нагрев под формообразование
Это инновационный способ обработки металлических изделий. Он значительно лучше, чем иные разновидности нагрева (например, электрический или газовый нагрев в промышленной печи).

Прочее
Изделия ТД «Курай» всё чаще стали использоваться в нефтеперерабатывающей отрасли. В частности, оборудование компании применяется для нанесения защитного слоя на поверхность нефтяного резервуара с использованием индукционного нагрева.



